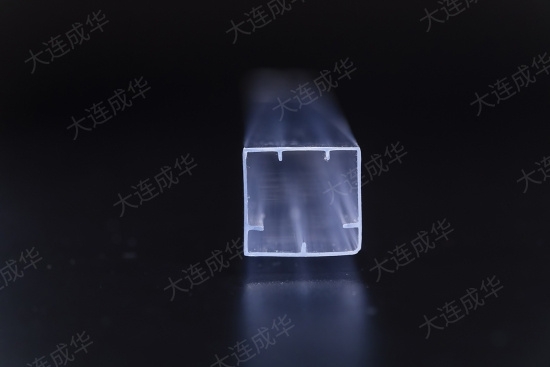
大连挤出成型的物料在运动过程中与料筒、螺杆以及物料与物料之间相互摩擦、剪切,产生大量的热,与热传导共同作用使加科的物料不断熔融,熔融的物料被连续、稳定地输送到具有一定形状的机头(或口模) 中。
通过口模后,处于流动状态的物料取近似口型的形状, 再进入冷却定型装置, 使物料一面固化,一面保持既定的形状,在牵引装置的作用下,使制品连续地前进,并获得的制品尺寸。用切割的方法截断制品,以便储存和运输。挤出成型在塑料加工中又称为挤塑。
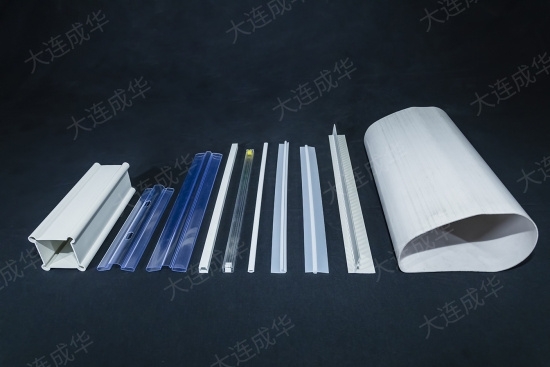
在非橡胶挤出机加工中利用液压机压力于模具本身的挤出称压出。是指物料通过挤出机料筒和螺杆间的作用,边受热塑化,边被螺杆向前推送,连续通过机头而制成各种截面制品或半制品的一种加工方法。压成型是对放在模具型腔内的金属坯料施加强大的压力。
迫使金属坯料产生定向塑性变形,从挤压模具的模孔中挤出,从而获得所需断面形状、尺寸并具有一定力学性能的零件或半成品的塑性方法。与冲压和冷镦工艺相比,挤压成型工艺适合铜铝和低碳钢等易形变且形状简单但变形量较大的工件。挤压成型灵活性大,只需要更换模具等挤压工具,即可在一台设备上生产形状规格和品种不同的制品,更换挤压模具的操作简便快捷、省时、高效。