大连挤出成型过程是:将颗粒状或粉状的固体物料加入到挤出机的料斗中,挤出机的料筒外面有加热器,通过热传导将加热器产生的热量传给料筒内的物料,温度上升,达到熔融温度。机器运转,料筒内的螺杆转动,将物料向前输送,物料在运动过程中与料筒、螺杆以及物料与物料之间相互摩擦、剪切,产生大量的热。
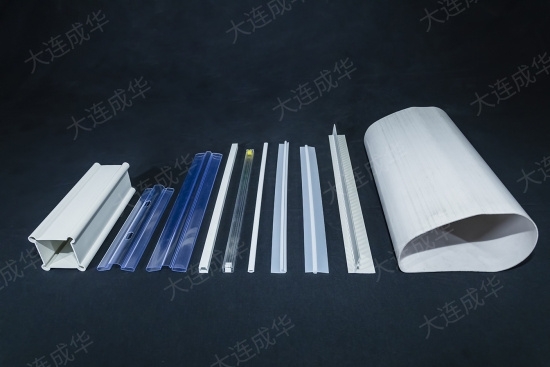
挤出成型在塑料加工中又称为挤塑,在非橡胶挤出机加工中利用液压机压力于模具本身的挤出称压出。是指物料通过挤出机料筒和螺杆间的作用,边受热塑化,边被螺杆向前推送,连续通过机头而制成各种截面制品或半制品的一种加工方法。
聚碳酸酯在加工前,应先经热风干燥机干燥3-5h以上,温度设定为120℃,或者经除温干燥机来处理水分, 但除湿空气在漏斗入口处应有一30℃的露点。加工条件因挤出机种类、成型品的形状以及聚碳酸酯规格的不同,而有相当的差异,应依据实际情形加以调整。
为了让塑料渐渐地熔融,在料管后段/进料区设定较低的温度,而在料管前段设定较高的温度。但若螺杆设计不当或L/D值过小,逆向式的温度设定亦可。以免成型品发生残留应力。而残留应力可用退火方式来去除或减轻;条件是120-130℃ ,料筒清扫在聚碳酸酯的成型温度下,加入清洗料(聚苯乙烯),连续射出20-30次。将机台后退,继续将清洗料空射, 直至射出的清洗料开始膨胀起泡。