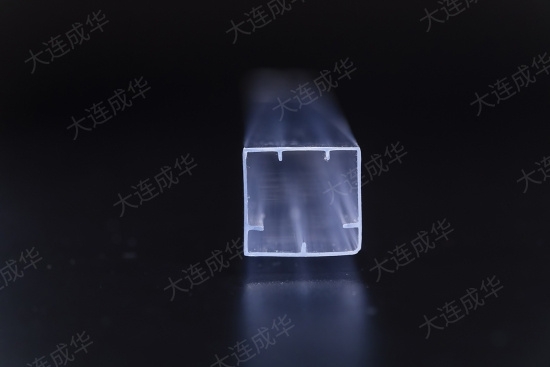
大连挤出成型一般根据所加工聚合物的类型和制品或半成品的形状,选定挤出机、机头和口模,以及定型和牵引等相应的辅助装置,然后确定挤出工艺条件如螺杆转速、机头压力、物料温度,以及定型温度、牵引速度等。在挤出过程中,物料一般都要经过塑炼,挤出成型模具工艺适合于所有的高分子材料。
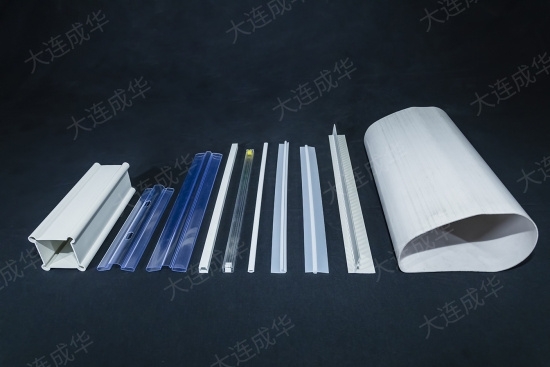
所有的热塑性塑料几乎都能成型,对于酚醛等少数几种热固性塑料也可成型。影响挤出成型的参数主要有温度、压力以及挤出速率。挤出成型温度可分为料筒温度、塑料温度以及螺杆温度,一般我们测量的是料筒温度。自动化控制水平也有所提高。
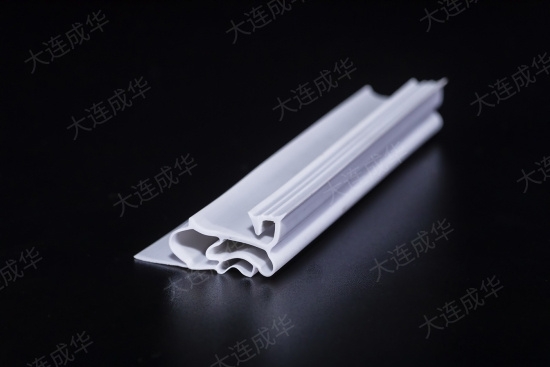
采用微电脑控制的机型已越来越多,但是总体来看,容积在2.5L以下的居多,工艺上以挤出吹塑(挤吹)和注坯吹塑(注吹)法为主。其中采用继电器控制的机型和采用PLC控制器的机型约占总产量的7O%左右。
成型过程也有许多差异,但基本过程大致相同,比较常见的是以固体状态加料挤出制品的过程。这一挤出成形过程是:将颗粒状或粉状的固体物料加入到挤出机的料斗中,挤出机的料筒外面有加热器该法先用挤出机或注射机挤出或注山管筒状的熔融坏料,然后将此坯料放入吹塑模具内,向坯料内吹人压缩空气,使巾空的坯料均幻膨胀育至紧贴模具内壁,冷却定型后开启模具取山小空制品。