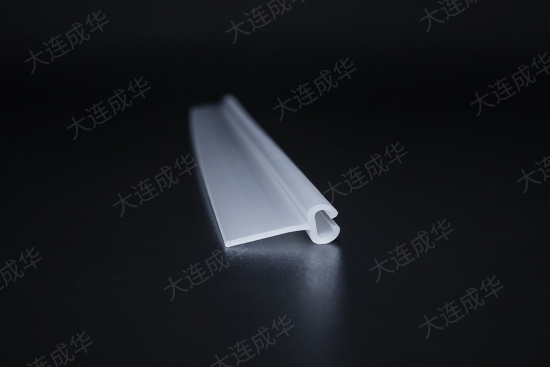
大连挤出成型是对放在模具型腔内的金属坯料施加强大的压力,迫使金属坯料产生定向塑性变形,从挤压模具的模孔中挤出,从而获得所需断面形状、尺寸并具有一定力学性能的零件或半成品的塑性方法。与冲压和冷镦工艺相比,挤压成型工艺适合铜铝和低碳钢等易形变且形状简单但变形量较大的工件。
下面简单介绍下挤压成型工艺的特点有哪些:正挤压:挤压过程中金属流动方向与凸模运动方向相同。反挤压:挤压过程中金属流动方向与凸模运动方向相反。复合挤压:坯料一部分金属流动方向与凸模运动方向相同,另一部分金属流动方向与凸模运动方向相反。径向挤压:挤压过程中金属流动方向与凸模运动方向成垂直角度。
挤压成型的工艺特点被挤压金属在变形区能获得比轧制锻造更为强烈和均匀的三向压缩应力状态,这就可以充分发挥被加工金属本身的塑性。挤压成型不但可以生产截面形状简单的棒、管、型、线型工件,还可以生产截面形状复杂的型材和管材。