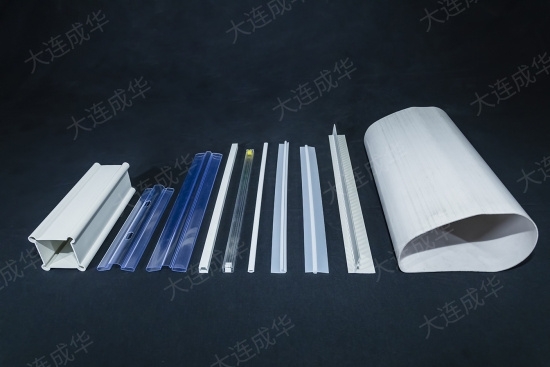
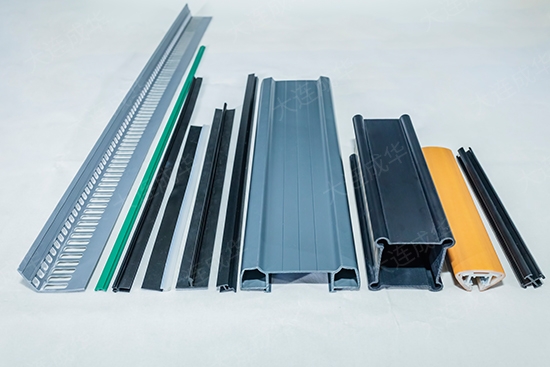
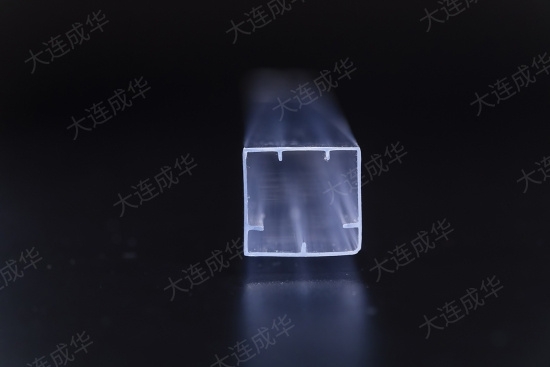
大连挤出成型是目前比较普遍的塑料成型方法之一,适用于所有的热塑性塑料及部分热固性塑料,可以成型各种塑料管材,棒材,板材、电线电缆及异形截面型材等,还可以用于塑料的着色、造料和共混等。
挤出型材的质量取决于挤出模具,挤出模具主要是由机头和定型装置两部分组成,其结构设计的合理性是保证塑件成型质量的决定性因素。首先将粒状或粉状塑料加入料斗中,在挤出机旋转螺杆的作用下,加热的塑料沿螺杆的螺旋槽向前方输送。在此过程中,塑料不断地接受外加热和螺杆与物料之间、物料与物料之间及物料与料筒之间的剪切磨擦热,逐渐熔融呈粘流态,然后在挤压系统的作用下,塑料熔体通过具有一定形状的挤出模具(机头)口模以及一系列辅助装置(定型、冷却、牵引、切割等装置)。
在制造薄壁橡胶制品时,为了防止制品发生漏气、漏水,胶料不能含有杂质,一般在加入硫化剂前用挤出机过滤胶料,即在机头处放置一层或多层滤网,以滤去塑化物料中杂质。整体挤出可用一台挤出机将一种胶料经扁平口模挤出;也可用两种胶料(胎冠料和胎侧料)两台挤出机共挤出,在共挤出机头内结合成一个整体胎面。分层挤出则用两台挤出机分别将两种胶料挤成胎冠和胎侧,再在运输带上进行热贴合,并经多圆盘活络辊压为整体。内胎挤出和管子挤出相似,胎筒挤成后,经切断,再接头成型。