在塑料加工中又称挤出成型或挤塑,在橡胶加工中又称压出。是指物料通过挤出机料筒和螺杆间的作用,边受热塑化,边被螺杆向前推送,连续通过机头而制成各种截面制品或半制品的一种加工方法。主体是挤出机和机头,此外还有供料、定型、冷却、牵引、切割和卷取等辅助设备(见彩图)。在橡胶加工时还包括硫化装置等。在实际生产中主体和辅助设备往往连成一个机组使用。
机头和口模
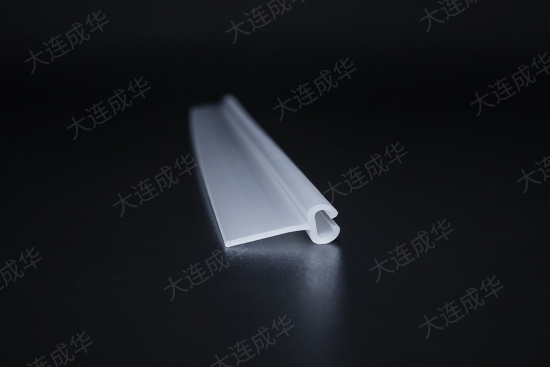
机头和口模位于机筒的前端,是挤出机的温流和造型部分,通过变换机头和口型,可挤出成型不同规格和形状的半成品 。
(1)机头位于机身前部,安装于螺杆末端和口型之间,机头的作用是使胶料由螺杆运动状态转变为直线运动状态,同时形成必要的压力和一定形状的半成品。
(2)口型位于机头前部,用于半成品造型,并控制其规格尺寸。通过变换口型,一台挤出机可以制备不同规格和形状的半成品。对口型的要求是努力确保胶料层流,没有死点,力争最小压力降。口型主要有普通口型和特种口型。
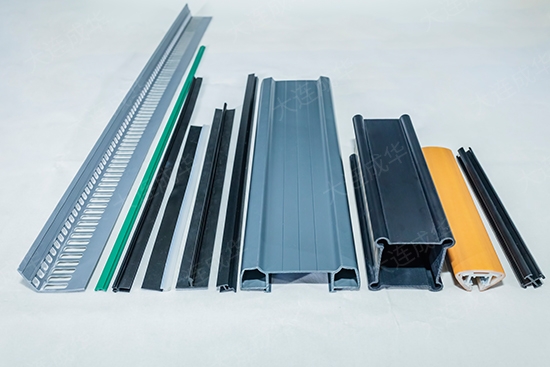
普通口型一般分两种:一种是带一定几何形状的钢板,用于挤出实心和片状半成品,如胎面、胶条、胶板等;另一种由口型、芯型和芯型支座组成,用于挤出中空半成品,如内胎、胶管等。
特种口型主要有双辊式机头口型和取向口型等,是一种新型口型设计。
挤出机
——按螺杆数量分单螺杆挤出机和双螺杆挤出机
双螺杆挤出机有两根螺杆在∞字形加热料筒中转动。螺杆可分为啮合和非啮合型;组合和非组合式;同向旋转和异向旋转的。以同向啮合型和异向啮合型用得较多。前者用于塑料共混、填充和增强,生产各种配合料;后者用于加工硬聚氯乙烯制品。
单螺杆挤出机是在加热料筒中装一根转动的螺杆,料筒外部分区设有加热和冷却装置,一端有径向加料口,另一端轴向与机头相连。螺杆是挤出机的关键部件。单螺杆挤出机主要技术参数是螺杆直径、长径比(螺杆长度与直径之比)、螺杆转速范围、驱动电机功率、料筒加热功率和机器生产能力。螺杆直径决定挤出机的生产能力和制品容许最大截面。不同物料要求不同几何形状的螺杆和长径比。现代塑料挤出机广泛采用组合型螺杆、分配混合型螺杆,以及在螺杆上加屏障物或销钉等,以改善塑化,提高生产能力和产品质量 。