大连挤出成型——管材挤出工艺
设备:挤出机、机头、定型装置、冷却槽、牵引设备和切割设备
1、成型
由挤出模具实现。熔体经过滤网和过滤板,分流区、压缩区、成型区而成为管状物。
2、管材挤出工艺条件控制
温度:料筒、机头和口模温度,是影响塑化和制品质量的主要因素。挤出管材温度一般较低,粘度高,有利于定型。
挤出速率:影响产量和质量,其值决定于螺杆转速
牵引速度:影响管材壁厚和直径的的精确性,要与挤出速度相适应。
压缩空气压力:内压法压力0.02~0.05MPa
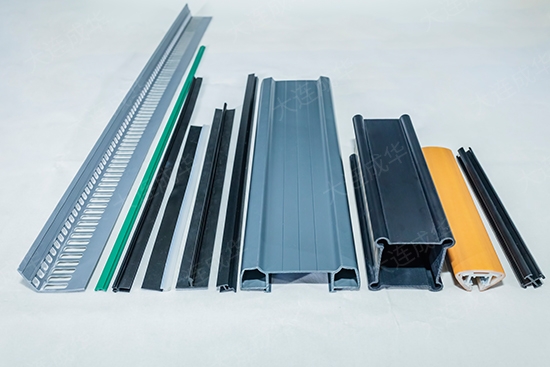
3、定型
方法:内径定径与外径定径(内压法与真空法)